


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
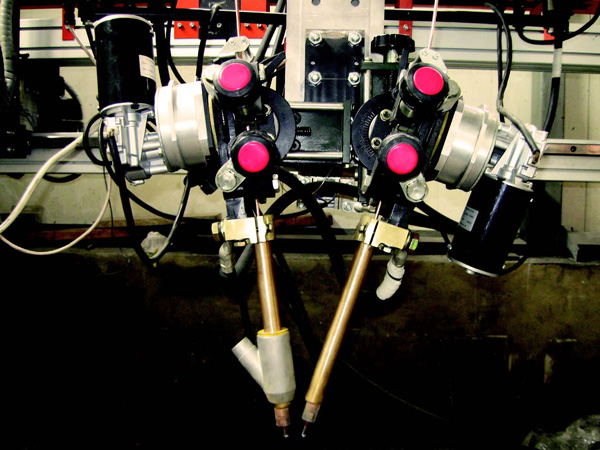
Головка сварочная ГДФ-1251 с.2 для сварки поворотных кольцевых швов под слоем флюса
 Сварочная головка ГДФ-1251 предназначена для дуговой автоматической сварки сплошной и порошковой проволокой различных диаметров под слоем флюса поворотных стыков труб.
Сварочная головка ГДФ-1251 предназначена для дуговой автоматической сварки сплошной и порошковой проволокой различных диаметров под слоем флюса поворотных стыков труб.
Сварочная головка ГДФ-1251 имеет устройство, позволяющее отслеживать колебание трубы по диаметру.
Головка ГДФ-1251 может быть использована в составе сварочного автомата на трубосварочных базах ПАУ и БТС.
Головка изготовлена для замены сварочной головки ГДФ – 1001 и может устанавливаться в кабину сварщика на штатные места крепления. Дополнительно может поставляться подающий механизм для сварки в среде защитных газов.
По сравнению со сварочными головками ГДФ 1001 и ГДФ-1251 серия 1 сварочная головка ГДФ-1251 серия 2 имеет следующие преимущества:
| Технические характеристики сварочной головки ГДФ-1251: | |
|
Технические параметры
|
Норма
|
|
Напряжение питающей сети при частоте 50 Гц, В
|
3х380
|
|
Напряжение холостого хода, В, не более
|
55
|
|
Номинальный сварочный ток при ПВ=100%, А
|
1000
|
|
Пределы регулирования сварочного тока, А
|
200-1000
|
|
Диаметр электродной проволоки, мм
|
3,0-5,0
|
|
Пределы регулирования скорости подачи электродной проволоки, м/ч
|
12-230
|
|
Пределы регулирования времени растяжки дуги, с
|
0,1-2,0
|
|
Угол вертикального поворота сварочной головки вдоль продольной оси
|
+ 45º
- 30º |
|
Напряжение питания сварочного головки при частоте 50 Гц, В
|
42
|
|
Мощность, потребляемая сварочным автомата, ВА, не более
|
400
|
Мы осущестляем ремонт старых сварочных головок ГДФ-1001, их модернизацию, аттестацию и пуско-наладку.
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
